



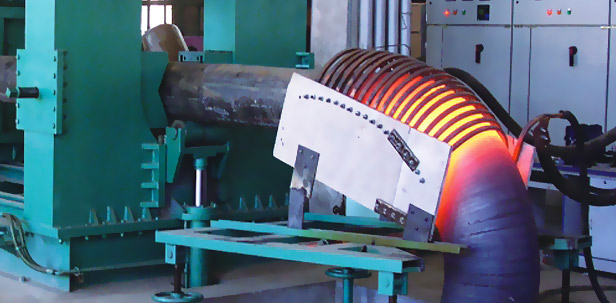


Equal diameter tee
Product description


|
Main processing technology |
The raw materials enter the factory → cut into blanks → flatten to the size requirements → heating to raise the hole → hot extrusion forming → heat treatment → machining groove → surface treatment → finished product inspection → label protection → put in inventory
(Note: There is a pickling passivation process after processing the stainless steel three-way groove)
|
|
Specification model |
DN10-DN3000 equal diameter tee, reducing tee, Y type tee, etc. Other customized production according to customer standard requirements |
| Material | Carbon steel, alloy steel, stainless steel, aluminum and other customized production according to customer standards |
|
Standard |
National standard, American standard, German standard, Japanese standard and other customized production according to customer standard requirements |
| Wall thickness | SCH5-STD-SCHXXS and other customized production according to customer standard requirements |
| Color |
Black, yellow, blue, red and other customized production according to customer standards |
| Surface coating | Anti-rust oil; black; galvanized; polyethylene coating; epoxy coating and other customized production according to customer standards |
| Mark | Steel stamping, spraying and other customized production according to customer standard requirements |
| Certificate | ISO9001-2015 EU CE etc. |
| Brand | Longsheng pipe fittings |
| Minimum purchase quantity | 1 piece |
| Payment terms | Wire transfer, acceptance, online banking remittance, cash, etc. |
|
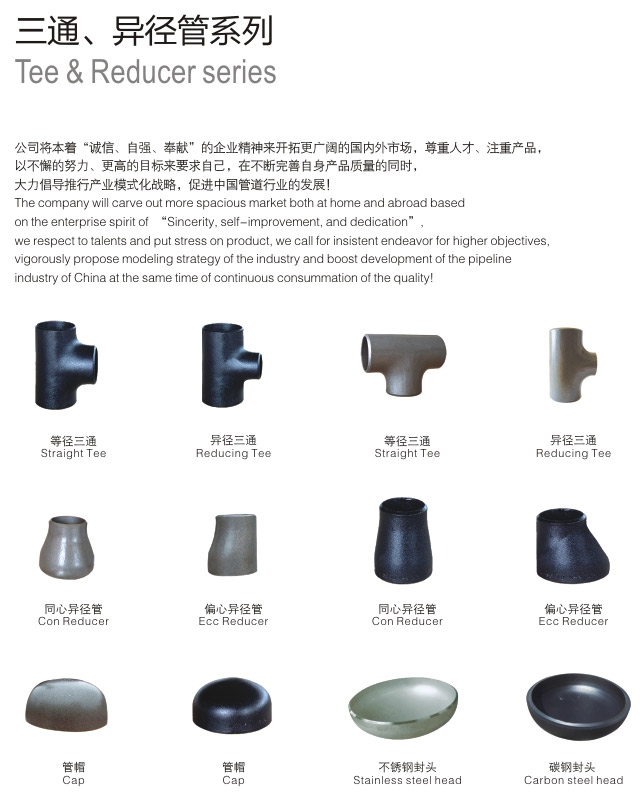
Main equipment and installation |
1: 2500T hydraulic press (mainly used for flattening and hot pressing)
2: 500T hydraulic press (mainly used for flattening and hot pressing)
3: 315T hydraulic press (mainly used for flattening and hot pressing)
4: 2 coal-fired heating furnaces: effective heating area of 7.5 m2 and 2.3 m2
5: 1 oil heating furnace: effective heating area of 6.4m2
6: 1 pipe cutting machine (self-made)
7: Machining equipment: two lathes (620-1), two vertical lathes: one C5225, two ordinary lathes, two C630, one vertical drilling machine, one T6112
8: Heat treatment equipment: 1 trolley type fuel oil heat treatment furnace, effective heating area 8m2, trolley type box-type resistance furnace RT9-80*1500*60, maximum furnace temperature 1200℃
9: 2 sandblasting machines: mainly used for derusting the surface of pipe fittings
10: Air compressor: used for heat treatment and air cooling
11: Liquid cooling pool: used for pipe cooling (processing and heat treatment) stainless steel solution treatment
12: Machining fixture: 40 sets
13: Welding equipment: 14 sets (playing a processing auxiliary role)
14: Various molding dies: 120 sets, used for extrusion molding guarantee
|
一、Acceptance of raw materials
1. The raw materials should meet the requirements of relevant standards and technical specifications.
2. The surface of the raw material should be free of oil, excessive rust and corrosion, obvious dent defects, low melting point metal pollution, etc.
3. Check the quality certificates, furnace numbers, batch numbers, specifications, manufacturers and implementation standards of raw materials.
4. The raw materials are mechanically derusted with steel wire brushes to meet the requirements of non-destructive testing.
5. Dimensional inspection of raw materials (length, width, thickness and unevenness of steel plate).
6. After entering the factory, the steel plates and steel pipes should be ultrasonically re-examined, and the grade I is qualified.
7. Physical and chemical testing, chemical element analysis, mechanical properties, and hardness testing of steel plates entering the factory according to furnace batch number and specifications, and the test results should meet the requirements of raw material standards.
8. After re-inspection, register the number according to the factory regulations
二、Manufacturing process
(1)Thermoforming
1. Material selection and blanking, according to the specifications of the tee, select the appropriate steel plate (rolled into tube blank, mechanically beveled and corrected) or steel pipe, and cut with semi-automatic oxyacetylene flame or plasma. And clearly identify the furnace, batch number, pipe fitting specifications, project name, and serial number of the raw materials.
2. Three-way press forming
①The operator should study the relevant process documents and be familiar with the operation method and process of the equipment, and prepare all kinds of appliances needed in the work process.
② Furnace heating: Put the tee blank into a natural gas heat treatment furnace, and use a shim to isolate the blank from the furnace car at the bottom and ensure that the tee distance is ≥200mm, and the temperature rise rate above 400℃ is ≤200℃/h.
③Heat and keep the tee blank to ensure that the tee is burnt through and is out of the furnace and flattened (make sure the weld is in the center of the tee), so that the short axis length after pressing is not greater than the outer diameter of the tee (inner diameter of the mold).
④Continue to install the furnace to heat and keep the heat preservation. After the tee tube blank part (weld seam at the bottom) is quenched, the tube blank is quickly put into the mold to bulge. Under the action of pressure, the uncooled part is along the inner cavity of the mold. Flow forms branch pipes.
⑤ Repeat the process ④ until the branch pipe meets the requirements.
⑥Drilling: Take a certain distance to the branch pipe based on the bottom of the tee, and take a certain distance to the branch pipe based on the shoulder of the main pipe, draw the dotted line and use a cutting gun to make a hole.
⑦After continuing to heat the tee blank and keep it warm, quench the main pipe and quickly put the tee into the mold, put the drawing die in the branch pipe and press it down with a press, (the drawing die should be vertical during pressing Press down to ensure that the branch pipe cannot be biased) until the branch pipe meets the requirements.
⑧ Ending: Take the center of the branch pipe as the reference, measure a certain distance to the end of the main pipe; take the bottom of the tee as the reference, measure a certain distance to the branch pipe, and remove the excess part with a cutting gun.
⑨Shaping: Heat the tee again, and round the main and branch pipes of the tee with a press.
6. Heat treatment: According to the heat treatment process, put the tee into the furnace for heat treatment.
7. Surface treatment: Use sandblasting machine or polishing machine to remove the surface oxide scale of the heat-treated pipe fittings.
8. After finishing the surface treatment, perform 100% radiographic inspection on the tee welds, class II is qualified, and perform 100% magnetic particle or penetrant inspection on the pipe fitting body. The results should meet NB/T47013.4-2015 or NB/T47013.5- 2015 Class I requirements.
9. Mechanical performance testing: According to relevant standards, conduct mechanical performance tests on the tee to ensure that the mechanical properties of the tee meet the standards. The test items and sampling orientation should meet the requirements of the relevant standards or technical specifications.
10. End processing: According to the design confirmation drawing, the mechanical end surface processing bevel is performed. In the range of 50mm from the pipe end, the internal and external weld seam reinforcement is ground with an angle grinder.
11. Appearance inspection
① The tee shall not have cracks, overburning, overheating, etc., and there should be no hard spots on the surface.
② No obvious wrinkles are allowed at the root of the three-way branch.
③ Any defect on the tee pipe body is not allowed to be repaired by welding.
12. Dimension detection
The relevant inspection personnel of the company will carry out dimensional inspection according to the drawings and relevant standards of the pipe fittings, and meet their tolerance requirements.
13. Surface treatment: The inner and outer surfaces of the tee should be smooth, without detrimental strength and appearance defects, such as scars, scratches, heavy leather, etc., after defects are found, they should be ground and the thickness of the ground should not be less than the original wall 93.5% of the thickness, the ground should be smooth and the defects should be cleared with colorant or magnetic particle inspection.
14. Pickling passivation treatment
The stainless steel pipe fittings should also be pickled and passivated.
15. Logo
Use template spray or low-stress impression to mark, and clearly mark the content required by the standard on the outer wall in order.
16. Stacking and transportation of three links
The tee must not be in contact with any part of the carriage during transportation to avoid collisions.
Previous
Reducing tee
Next
None
- TEL- +86-15226756063
- EMAIL- czlsg@163.com
- ADD- Yanta Road Industrial Area, Yanshan,Hebei.
